


Адепты пульта в пакетике тут?
Приходят новые станки с ЧПУ — у них клавиатура и экран затянуты плёнкой..
Вы её снимаете, или так и оставляете эту "красоту"?
(рыцарям «Свежего» — вопрос коллегам ЧПУшникам)

Приходят новые станки с ЧПУ — у них клавиатура и экран затянуты плёнкой..
Вы её снимаете, или так и оставляете эту "красоту"?
(рыцарям «Свежего» — вопрос коллегам ЧПУшникам)
Пришли новые станки (z-mat vmc 1050e), пускачи-пугачи станки запустили и свалили, оставив после себя станки, в которых некоторые параметры не выставлены как надо для удобства (с промером инструментов мучались изначально, т.к приходилось лазать по папкам и выбирать любую программу из папки, где находились разные циклы промера. Электронщик как-то решил эту проблему, убрав блок на копирование программ-циклов)
При включении воздушного обдува зоны резания через трубку шпинделя командой м7 он не отключается командой м9. На одном станке отключается только командой м30, а на других только клавишей.
Также есть проблема, что в одном кадре, если прописать м5м9, то отрабатывает только м9, а шпиндель так и продолжает вращаться. Это исправимо, только если в разные кадры написать м5 и м9.
Буду признателен, если подскажете что-то годное
Взывают к силе пикабу!!!
Помогите пожалуйста!!!
Нужен параметр ( именно параметр, а не командами) который разрешал при М0 разжимать и сжимать кулачки!!!
Fanuc 0i-tf
Может сталкивался кто))))

Доброго времени суток, господа чпушники, нужна ваша помощь и мудрость. Имеется станок Tenoly eagle 208 msy на fanuc 0i-tf plus, при запуске станка высвечивается ошибка ex1037 abnormal push out or return of workpiece connector, поиск в интернете не дал результатов, мб кто-то сталкивался с такой проблемой.
Как Включить звуковое оповещение оператора по завершению отработанного цикла?!?
В продолжение поста камрада Enot11rus ЧПУ. Параметры стоек Фанук
Для своего удобства нарыл кое-что.
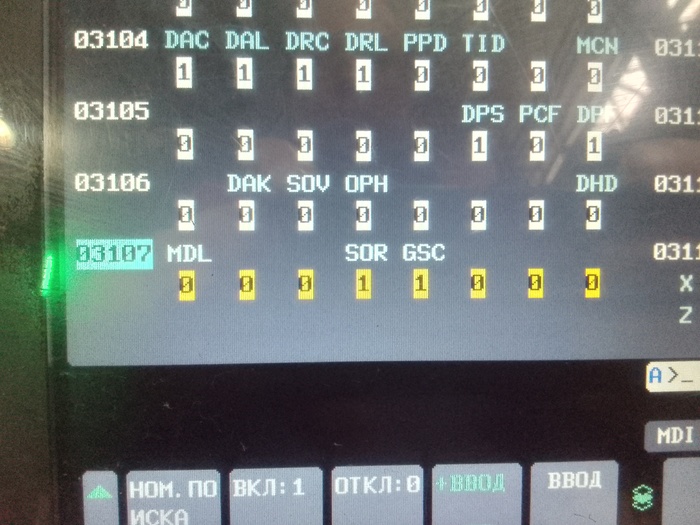
Параметр 3107
бит 4 SOR, значение 1 - упорядочить программы по номеру.
0 - по дате создания.
бит 5 GSC значение 1 - показывает на дисплее мм/об при работающей программе.
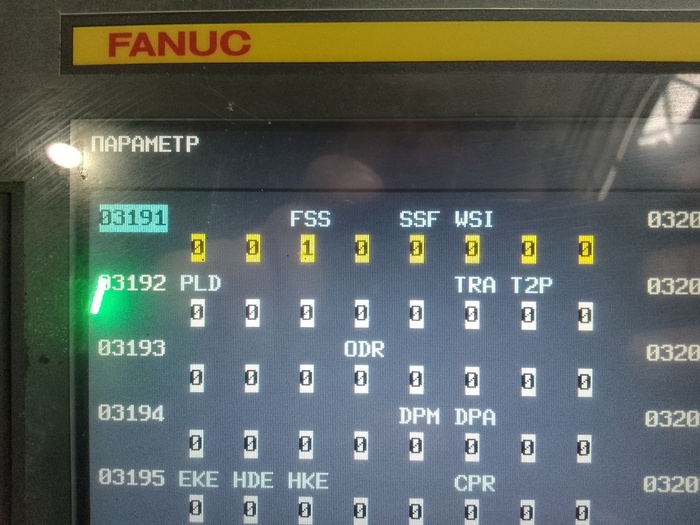
Параметр 3191, бит 3 FSS значение 1 - показывает на дисплее мм/об всегда.
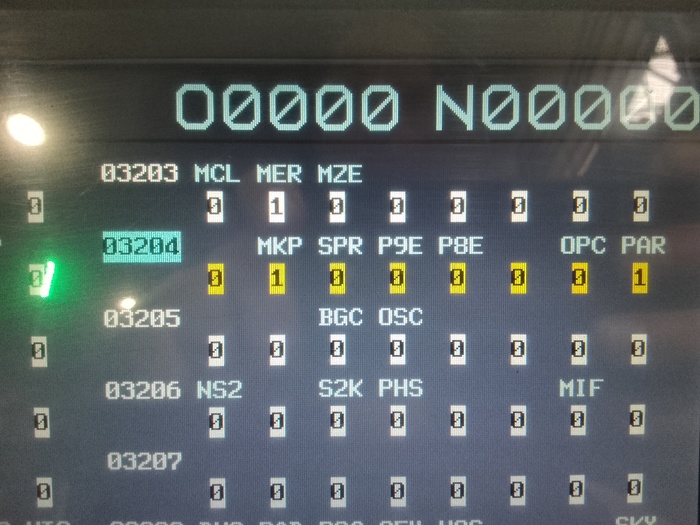
У меня на станке было так, что MDI при отработке проги, сразу удалял её. Мне же нужно было несколько раз запускать её, т.е. чтобы MDI запоминал прогу, не стирал её.
Параметр 3204, бит 2 MKP значение 1 - MDI запоминает программу.
Параметр 3404, бит 1 М3В.
Заявлено, что:
Число M-кодов, которые можно задавать в одном кадре:
0: Один
1: До трех
У меня не работает, только на дисплее стало 3 М-кода.
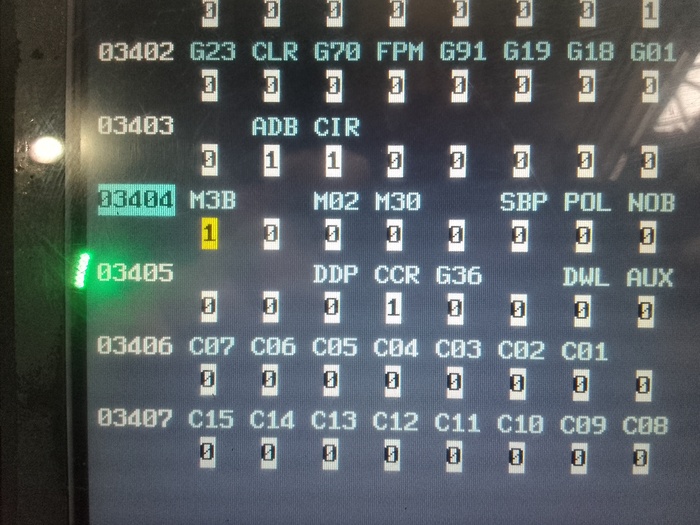
Параметр 3405, бит 4 CCR значение 1 - не нужно ставить в программе запятую перед R, C, A.

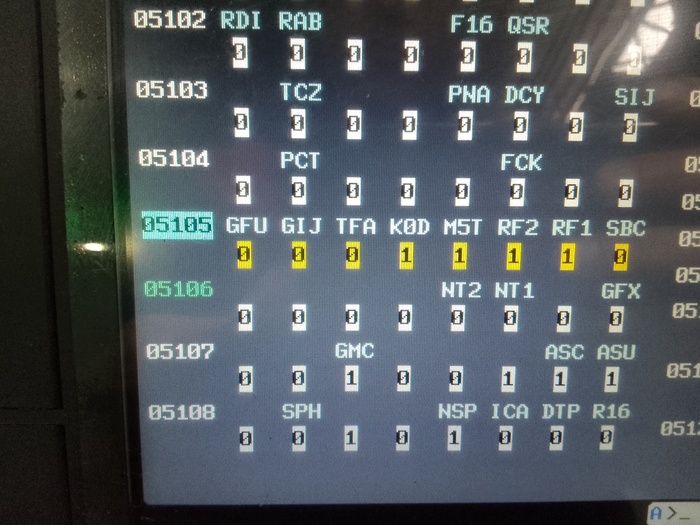
Параметр 5105 бит RF1 и RF2 значение 1 - отменяет в циклах G71/G72 последний проход по всему контуру. У меня станки 400 мм., и 630 мм. высота центров, детали здоровые, ждать, пока он последний проход сделает ооочень долго, и незачем.
Параметр 13115, бит 3 SI2 значение 1 - дополнительная клавиатура ввода.
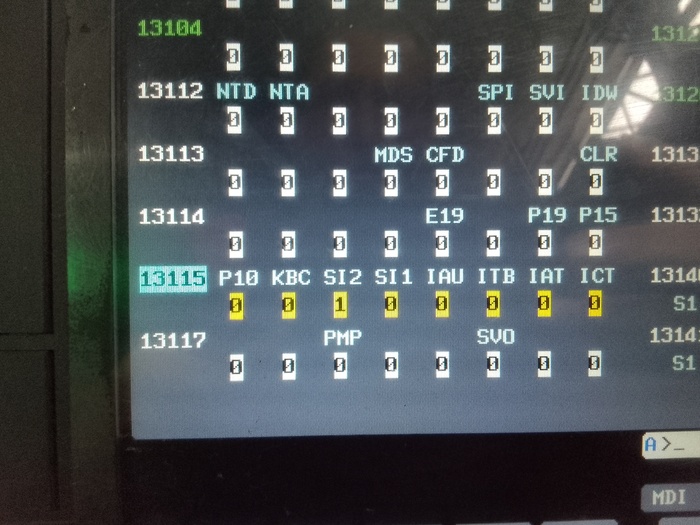
Причём, если в параметре 3204, бит 8 PAR значение 1, который делает круглые скобки вместо квадратных, на доп. клавиатуре будут квадратные скобки, и наоборот.
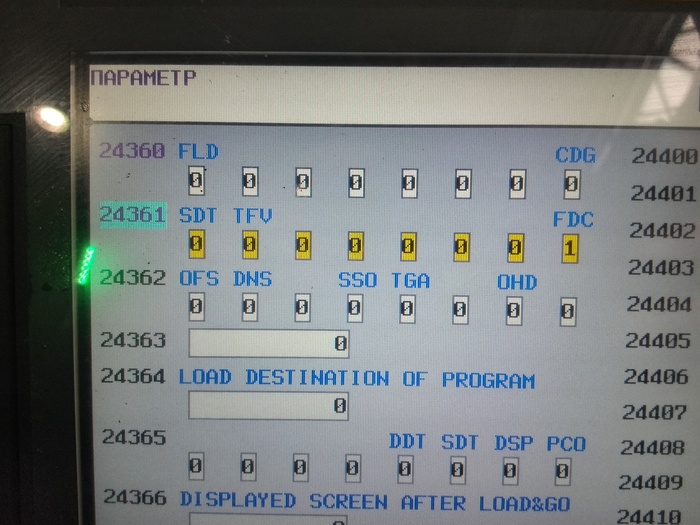
Цвет дисплея.
Параметр 24361 бит 8 FDC значение 0 - тёмно-серый
1 - светло-серый
Диапазоны оборотов. У меня М41-М44. Чтобы побыстрее переключались шестерни мне рекомендовали, но я, признаться, ещё не пробовал.
Параметр 3732 значение 2.

Не нашёл параметр, который запоминает после выключения нажатые кнопки на панели управления (М01, Block Skip), и управление тормозом шпинделя. На 630-м планшайба очень медленно тормозит, и когда торцуешь по G72 используя G96, при возвращении, допустим с диаметра 200 на диаметр 700, он не успевает затормозить с, допустим, 300 об/мин. до 80 об/мин. Приходится стоять, выключать/включать программу, т.к. торцевать иной раз много. Иначе пластине пизда.
Надеюсь, кому пригодятся параметры, надеюсь, кто подскажет мне.
Здравствуйте. Нужен ваш совет. Работаю на токарном и фрезерном станке со стойкой Fanuc. Разобрался как писать небольшие программы самому, используя стандартные циклы. Хотелось бы узнать какая CAM система имеет нормальный пост процессор под Фанук. Желание работать через CAM, так как это сокращает время на разработку программы и исключает ошибку.
В настоящее время пробовал Компас 3D v. 21 с подключаемыми модулями токарной и фрезерной обработки.
Токарная обработка, нормально работает в элементарных перемещениях(из за чего код очень длинный) , в стандартных циклах обработки, работает не корректно. Фрезерная обработка- не работает.
FeatereCam- фрезерная вроде работает(при определённых танцах с бубном( пост процессор почему то пропускает некоторые операции) )
Токарная Featurecam- опять же циклы работают не корректно, приходится выводить УП в простых перемещениях, из за чего программа обработки получается достаточно длинной. В featurecam немного пробовал редактировать пост процессор под свои нужды, есть некоторый успех.
В ближайшее время попробую PowerMill, но говорят там тоже с токарной обработкой проблемы.
Понимаю, писать УП лучше самому, я сначала писал УП в блокноте, и прогонял через cnc эмулятор, но это долго, хочется упростить этот процесс, учитывать геометрию инструмента, исключить ошибку.
Подскажите пожалуйста хорошую бесплатную CAM систему, или у кого есть хороший пост процессор на Fanuc Tf и MF под определённую Cam систему. Хотелось ты токарную и фрезерную делать в одной программе, используя стандартные циклы. Спасибо.
Коллеги, друзья, нужна помощь.
Fanuc фрезерный, 0i-MF.
Необходимо найти параметр отменяющий G41/42 после нажатия сброс(Reset). Получается после включения коррекции G41/42, и нажатия Reset при необходимости, G41/42 остаётся включённым, крайне не удобно. Нужно чтобы после сброса активировалось G40.
Заранее благодарю и удачи всем.
P. S. Пожалуйста не надо бессмысленных советов по поводу открытия мануала и строки безопасности) не первый день работаю.
Есть станок на фануке, правда токарный, на нём как раз таки сбрасывается всё как надо, так что возможность такая есть точно.


